18232786388
18232786388

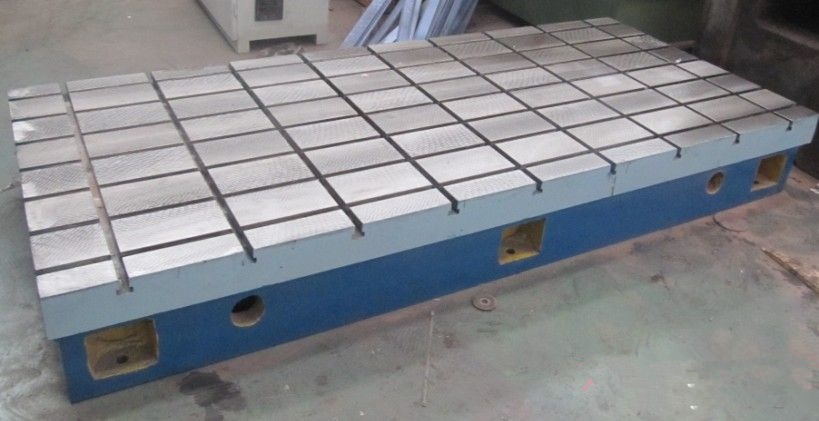
一、焊接平板铸件冷裂的 征
裂纹呈连续的线状分步,而且不出分叉;其断口有时会呈轻微的氧化颜色,但多数呈白亮的金属光泽。
二、焊接平板铸件产生冷裂的原因
1、在低于弹-朔性转变温度(620—650℃)以下时,由于焊接平板铸件断裂处的抗拉强度低于铸铁断裂处所受到的拉应力,从而产生裂纹。该拉应力属内应力,是由热应力力、收缩应力和相变应力组成。
2、从铸造合金分析,开裂焊接平板铸件与完好焊接平板铸件的化学成分都符合要求,故其产生原因应着重考虑工艺方面。主要是因为铸件壁厚不均,导致过高的热应力,其次是砂芯阻力较大,引起的收缩力,两者应力叠加,导致焊接平板铸件冷裂。
三、焊接平板铸件冷裂的防止
1、 控制焊接平板铸造合金的质量,适当减低碳当量,提高硅碳比,限制s 、p含量,以获得高强度、低应力性能的焊接平板。
2、防止焊接平板铸件裂纹不仅要减少应力,还要避免应力集中。因此,对于易裂结构的焊接平板铸件,应设置防裂肋,而且有条件的可设防裂补贴,增大圆角半径等,都能起到分散应力的效果。
3、调节焊接平板铸件各部位的温度分布,以减少热应力,合理选择落砂时间,防止因打箱过早,增大焊接平板铸件厚、薄壁的温差 ,而增加热应力。同样,在适合使用外冷铁处放置外冷铁,也可使焊接平板铸件各部温度分布均匀。
4、减少焊接平板铸件冷却过程中的收缩阻力;往型砂中加入锯木屑,其量为3%—4%;芯骨吃砂量 小在40—50mm,依砂芯大小而定,也可在收缩应力较大处,在焊接平板铸型内设置易收缩材料。
多焊接平板铸件的技术信息登录http://www.btdgjx.com/ztpbpt/50.html。
本文关键词:焊接平板
扫一扫,加微信好友:

