18232786388
18232786388

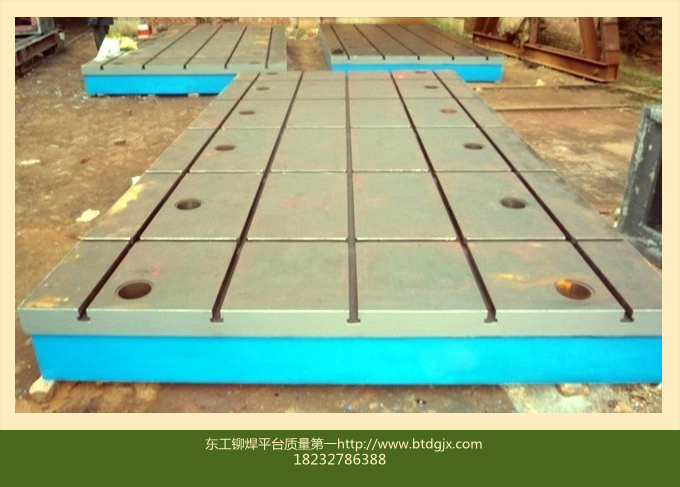
铆焊平台铸型浇注过程中,由于铆焊平台泡沫塑料模型产生的气体不能及时排除,经常发生金属液的反喷现象,造成铆焊平台铸件的粘砂、塌陷、砂眼等缺陷,同时还给浇注时操作人员的人身 造成危险。要采取下列措施加以解决:
(1)铆焊平台铸型的EPS模型密度控制在0.016~0.022g/cm3,铆焊平台模型要干燥,上涂料后要干燥,减少含气量(水份)与发气量。
(2)增加铆焊平台模型涂料的透气性,调整好涂层厚度(0.5~1.0mm为宜)以便使铆焊平台模型裂解后气体及时逸出。
(3)控制铆焊平台造型的干砂粒度,以20/40筛号为宜,避免力度过于分散而降低铆焊平台砂型的透气性。
(4)控制铆焊平台模型的浇注温度和浇注速度使金属液的热量保证模型气化,同时在800~1200℃铆焊平台模型大量产生气体时的温度范围要控制浇注速度,以免浇注速度过快,促使裂解气体大量迸发,但又没有及时吸排,而发生铆焊平台铸型浇注过程中的反喷。浇注速度(大小)和流股(粗细)应控制有细小—粗大—再转细小,铆焊平台铸型浇注结束前可在明冒口处再补浇一些金属液。
(5)设计合理的铆焊平台铸型浇冒口系统,应保证金属液充型时流动平稳、平衡、迅速地充满铆焊平台铸型,以保证模型裂解气体逸出型腔之外。不管采用顶注、底注、侧注或是阶梯浇注底,都要注意铆焊平台模型裂解后气体、焦状体、残余物挤至死角处或顶端的可能性,所以应设置出气、集渣冒口或集渣包。
(6)如有可能,铆焊平台铸型直浇口可以做成空心,以减少铆焊平台模型的发气量。
以上铆焊平台铸型浇注过程中的反喷现象及解决措施是泊头市东工机械厂技术人员在实际生产中总结几条经验,希望大家提出宝贵意见。
本文关键词:铆焊平台,铸铁铆焊平台,铆焊平板
扫一扫,加微信好友:

